
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401

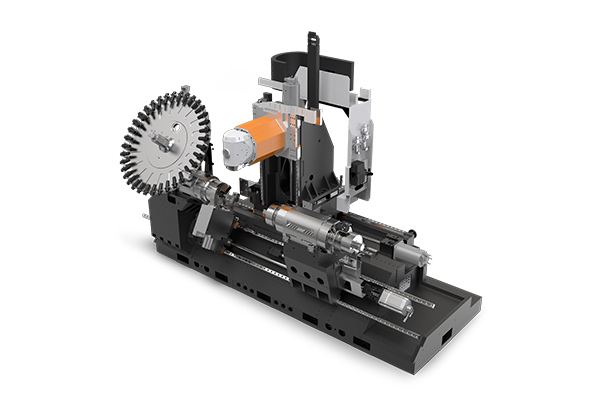
加工中心还由主轴箱、刀架、进给传动系统、床身、液压系统、冷却系统、润滑系统等组成,但卧式车削中心的进给系统与卧式车床的进给系统在结构上存在本质区别。数控卧式车削中心主轴的运动通过吊架、进给箱和滑板箱传递到刀架上,实现纵向和横向进给运动。加工中心采用伺服电机,通过滚珠丝杠传送到滑板和刀架上,实现z向(纵向)和定向(横向)进给运动。加工中心的主轴旋转与刀架运动之间的运动关系由数控系统控制。脉冲编码器安装在加工中心的主轴箱中,通过同步齿形将主轴的运动带到脉冲编码器中。
如果你想在不改变方向的情况下磨出一条直线,你只需要在工具的顶端画一条直线。如果需要改变方向,可以在工具的顶端画一条曲线。改变工具的方向。应用卧式车削中心对曲线进行必要的补偿是非常重要的。如果控制系统没有考虑长度的工具,该工具在轴中心旋转,工具提示不能固定,并很可能将当前工作的位置,但五轴加工中心五轴控制功能,系统操作的加工模具,虽然工具的方向改变了五轴控制系统,使用工具提示的位置可以保持不变。在此过程中,还自动计算xyz轴所需的补偿运动。此时,数控卧式车削中心明显提高。

车削中心(也称为车削和铣床,车削和铣削中心)是从数控车床发展而来的。在数控车床上完成大部分车削工序后,通常卧式车削中心会有一些铣削或钻孔工序。这些工序不能在CNC车床上完成,须在有二次装夹的特殊铣床或钻床上完成。这样,工件误差加大,工作效率低下,等等。为了解决这一矛盾,人们研制了一种带有电动刀架的数控车床,利用电动刀架和车床主轴的C轴分度来完成铣削和钻孔加工。这是数控卧式车削中心通常使用固定工具持有人完成工件的外圆、端面和中心孔钻孔、无聊,扭曲和其他流程,和电动工具持有人权力炮塔和C轴的轴函数完成工件铣削、钻孔、攻丝、滚齿机等功能。
2007年,我国卧式车削中心产值位居世界第三,约107.5亿美元,而对外学位(出口比例)仅为15.3%,同样在2007年,德国对外学位高达72%,日本53%,意大利58%。西班牙是52.9%,我们台湾省是78%。虽然我们已经进入了数控卧式车削中心的行列,但我们还远远不是机床动力。与国际市场上的主要机床动力相比,还有很大差距。21世纪以后,世界上进口的机床大多是数控机床。从美国进口机床数控率为70%,从中国进口机床数控率为60%。目前,世界数控机床的消费趋势已经从最初的数控电加工机床、数控车床、数控铣床发展到高速多轴加工中心、专用数控机床和成套设备。

加工中心起初是由数控铣床发展而来的。1958年,美国首次开发了一个卧式车削中心。在数控卧式镗铣床的基础上增加了自动换刀装置,实现一次夹紧工件后铣、钻、镗、铰、攻丝等各种工序的集中加工。自20世纪70年代以来,数控卧式车削中心得到了迅速发展。一种可互换的主轴箱加工中心已经出现。配备了多个配有自动更换刀具的多轴主轴箱,可同时对工件进行多孔加工。

1. 工序范围广;卧式车削中心主要用于加工各种旋转表面和旋转体的端面,也可用于加工新凹槽、气螺孔等。如:小轴、机床主轴、筒体、大型发电机转子等。高生产效率;可选择高切削速度、回料量、进给量。3.数控卧式车削中心加工成本低;刀具结构简单,锐化安装方便;该夹具作为机床的附件生产,能满足一般零件的装夹要求,生产准备时间短。4. 加工精度范围广;5. 高速精车削是加工有色金属高精度旋转表面的主要方法。采用硬质合金、立方氮化硼或金刚石刀具,切削速度快,回料量小,进料量小。



