
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401
五轴联动加工中心的加工精度一般可以达到0.001 ~ 0.1mm。采用数字信号法对数控五轴车削中心进行控制。每次数控设备输出一个脉冲信号时,机床的运动部件将一个脉冲当量(一般来说,它是0.001毫米),和强烈的平均误差的机床传动链和螺距可以补偿的数控设备。因此,五轴车削中心的定位精度相对较高。加工同一批零件,在同一加工条件下使用同一刀具和加工程序,使用同一刀具和加工程序,刀具轨迹完全相同,零件一致性好,质量稳定。
加工精度:它直接影响您产品的质量。当很多人否定你的机床精度不好的时候,就会直接影响买家的决定。我们对精度的要求是由五轴车削中心产品本身决定的。数控五轴车削中心过程中出现的精度偏差是加工精度的问题,买方须仔细观察。有些人不了解市场,直接说机床的精度就是加工精度。请问这台机床是用这台机床的床身吗?不正是由于电机主轴的原因,在样品或道次上标注的位置精度就是机床的精度,而进度偏差就是整个过程系统中所发生偏差的总和。
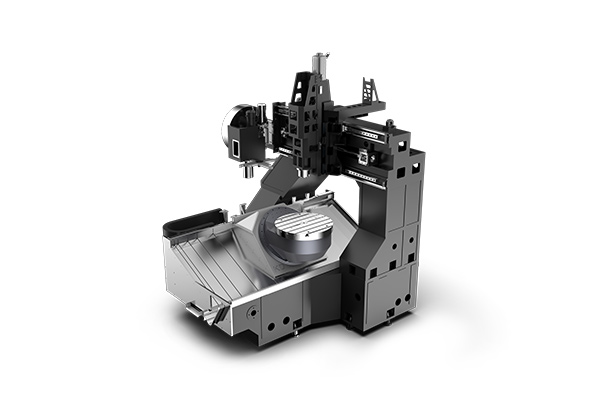
加工中心起初是由数控铣床发展而来的。1958年,美国首次开发了一个五轴车削中心。在数控卧式镗铣床的基础上增加了自动换刀装置,实现一次夹紧工件后铣、钻、镗、铰、攻丝等各种工序的集中加工。自20世纪70年代以来,数控五轴车削中心得到了迅速发展。一种可互换的主轴箱加工中心已经出现。配备了多个配有自动更换刀具的多轴主轴箱,可同时对工件进行多孔加工。

对于模具平面的加工,三轴加工中心需要用球刀进行铣削,以获得良好的表面质量。在这种情况下,刀具路径需要增加,但球头刀的中心旋转线速度几乎为零。五轴车削中心模具在加工时,刀具的损伤更大,刀具的使用寿命会缩短,模具的表面质量也会恶化。利用数控五轴车削中心加工平面,可以对刀具在工件上进行一定角度的加工,然后对工件进行加工。这样可以提高工件与球头刀具之间的相对直线速度,不仅可以使刀具的使用寿命提高,工件的表面质量也将大大提高。
1. 机床不能回到原点:1。机床卡住了。开关触点不良3。原信号源故障;解决方法是清理轨道异物(断电操作);检查开关装置是否完好;检查信号源是否损坏。二、处理中心不通电:解决办法是更换电源开关,检查电源电压是否正常;检查电路是否完好;检查是否接触不良。检查机床继电器是否损坏。三是五轴车削中心刀库失效:1。更换工具时突然不动2。更换工具时不要松开工具3。刀卡不动,解决办法是检查气压是否正常;松动的工具可能损坏或气缸损坏;检查是否有积水;检查信号灯是否正常,是否被异物挡住。4. 处理中心气压不足:解决方法是检查气源是否有气压;检查气管开关是否损坏;检查开关是否正常。五、数控五轴车削中心急停:解决方法是检查急停开关是否拍照。若急停按钮未拍照,检查急停按钮线是否接触不良;如果没有,重新启动并检查系统是否损坏。

在五轴加工中,采用平底立铣刀保持复杂模具加工表面的立面,可大大缩短加工时间。五轴车削中心的原理也适用于有角度表面的侧铣,消除了球端铣刀造成的肋状纹理,使模具表面质量更加理想,减少了对模具表面的清洁。手工铣削和手工工作的工作量。通过五轴加工技术,解决了复杂角度下工件重新定位需要多次调试和装夹的问题,不仅缩短了时间,而且大大减少了产生的误差。安装工件时所需的工装夹具也节省了大量的成本,机床还实现了对复杂零件的加工,如对复杂表面的钻孔、锥度加工、腔凹度加工等,这是传统方法无法做到的。数控五轴车削中心所用的刀具比较短,可以一次加工整个零件。在同一三轴加工中,不需要再次安装卡或使用所需的较长刀具,使用时间更短。完成内部模具的生产,零件表面质量也很好。



