
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401

加工中心起初是由数控铣床发展而来的。1958年,美国首次开发了一个双主轴车削中心。在数控卧式镗铣床的基础上增加了自动换刀装置,实现一次夹紧工件后铣、钻、镗、铰、攻丝等各种工序的集中加工。自20世纪70年代以来,数控双主轴车削中心得到了迅速发展。一种可互换的主轴箱加工中心已经出现。配备了多个配有自动更换刀具的多轴主轴箱,可同时对工件进行多孔加工。

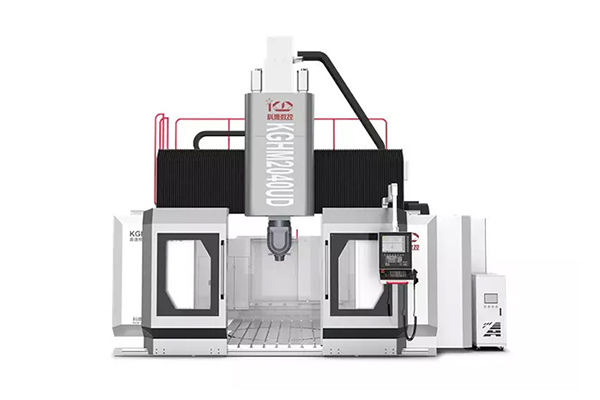
床型五轴加工中心分为:立式加工中心、卧式加工中心、龙门加工中心和虚拟轴加工中心。将机床加工中心分为:带刀具库和机器人的加工中心、不带机器人的加工中心和炮塔式加工中心。精度可分为:普通加工中心和数控双主轴车削中心。该控制系统的功能分为:二坐标加工中心、三坐标加工中心和多坐标加工中心。按双主轴车削中心规模分类:车削加工中心、切削加工中心、镗铣加工中心、磨削加工中心、EDM加工中心等。
1. 一次装夹可切下大部分或全部工件,提高加工效率。2. 高速铣削可以将传统的多工序加工过程转化为高速切削过程,避免多工序加工造成的累积精度误差。3.具有自诊断、自修复功能,在整个工作状态下,可以随时对数控系统本身以及与之相连的各种设备进行自诊断、自检查。4. 对加工零件适应性强,柔性高,柔性好。无锡五轴加工中心加工复杂工件的工艺单一,节省了大量的时间成本和其他设备投资。5. 各种双主轴车削中心配备自动工具改变机制可以实现铣、镗、钻、车削、钻孔、铰孔、攻丝和其他进程在同一台机器上同时,现代的数控双主轴车削中心采用多轴和多面体切割,可以执行不同的切削方式的不同部分在同一时间。6自动参数设定和自动刀具管理系统,动态前馈和预测计算功能,自适应模糊控制功能等。

五轴联动加工中心的加工精度一般可以达到0.001 ~ 0.1mm。采用数字信号法对数控双主轴车削中心进行控制。每次数控设备输出一个脉冲信号时,机床的运动部件将一个脉冲当量(一般来说,它是0.001毫米),和强烈的平均误差的机床传动链和螺距可以补偿的数控设备。因此,双主轴车削中心的定位精度相对较高。加工同一批零件,在同一加工条件下使用同一刀具和加工程序,使用同一刀具和加工程序,刀具轨迹完全相同,零件一致性好,质量稳定。
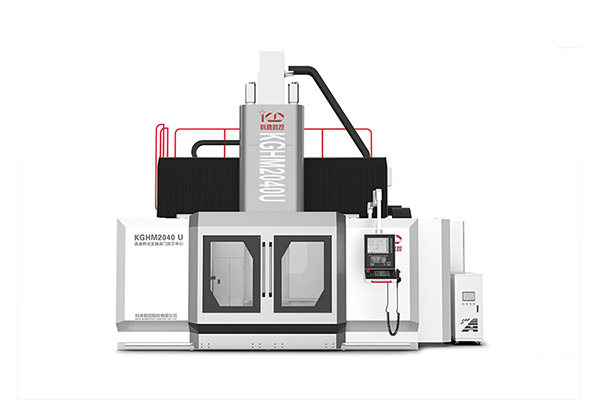
五轴加工中心的双主轴车削中心实际上是一个加工中心两个转动轴上选择XYZ轴和两个转动轴,如A和B两个转动轴的X和Y轴,Z轴也可以配备了C-axis,如何选择的细节取决于客户的详细要求。数控双主轴车削中心是五轴三主轴两旋转轴的加工中心。大部分加工中心都可以拆分成五轴加工中心。五面体加工中心是一种特殊的加工中心。它具有立式加工中心和卧式加工中心的性能。该加工中心采用复合铣头,即五面体加工中心。铣头可以拆卸,铣头可以旋转一个角度来加工与工作台接触的表面以外的表面,另外,五面体加工中心只能是龙门加工中心,立式加工中心不能使用复合铣头。



