
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401

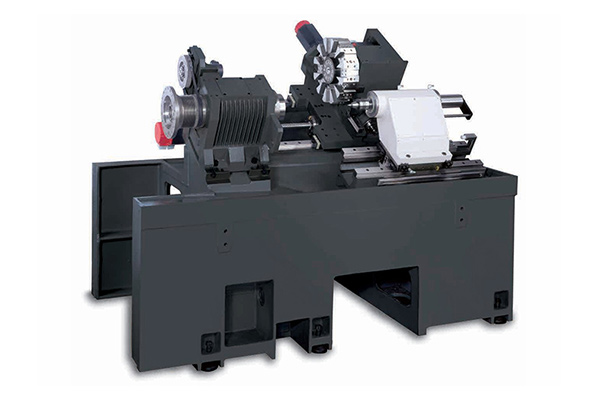
在汽车模具制造过程中,如果使用三轴加工中心加工深腔模具,须加长刀柄和刀具才能实现。然而,当使用专业五轴卧式加工中心加工更深和更陡峭的腔,你需要给模具加工创造更好的五轴卧式加工中心工艺条件。额外的旋转和摇摆的工件或主轴头可以适当缩短工具的长度,从而防止碰撞的工具的工具栏和空心墙,并减少工具在处理过程中抖动和损伤,工具的使用寿命延长,模具的表面质量和加工效率大大提高。

近年,国际、国内机床展览会表明,数控机床正向高速、高精度、复合型方向发展。复合加工的目标是在一台机床上一次装夹完成大部分或全部的切削加工,以保证工件的位置精度,提高加工效率。为了适应多面体和曲面的加工,国外数控镗铣床和专业五轴卧式加工中心都采用了包括五轴联动功能在内的多轴加工技术。扩大五轴卧式加工中心的联动功能,可以大大提高加工中心的加工能力,促进系统的进一步集成。近来,国际机床行业出现了一种新的概念,即通用加工,数控机床既可以转动又可以进行五轴铣削。国内外五轴数控机床的实际应用表明,五轴数控机床的加工效率相当于两台三轴机床,甚至可以完全省去一些大型自动化生产线的投资,大大节省了不同制造单元的空间和工件。临时运输的时间和费用。
加工中心的加工表面的质量和质量的材料,工具的选择,叶片的清晰度,机器的机械刚度在处理)(是否机器震动,驱动器的匹配参数和控制系统(包括步进驱动器)和伺服驱动),控制系统的参数调整等。良好的处理效果与各个因素密切相关,可以根据具体情况确定问题产生的原因,解决此类问题。如何降低专业五轴卧式加工中心表面粗糙度?在机床、工件的大小基本上是与一个共同的工具,然后使用金属表面处理设备的工具,而不是原来的普通工具来处理一遍,使五轴卧式加工中心工件表面的粗糙度Ra值可以很容易地处理。达到或小于0.2;工件表面显微硬度提高20%以上;工件的表面耐磨性和耐腐蚀性都得到了很大的提高。

如果你想在不改变方向的情况下磨出一条直线,你只需要在工具的顶端画一条直线。如果需要改变方向,可以在工具的顶端画一条曲线。改变工具的方向。应用五轴卧式加工中心对曲线进行必要的补偿是非常重要的。如果控制系统没有考虑长度的工具,该工具在轴中心旋转,工具提示不能固定,并很可能将当前工作的位置,但五轴加工中心五轴控制功能,系统操作的加工模具,虽然工具的方向改变了五轴控制系统,使用工具提示的位置可以保持不变。在此过程中,还自动计算xyz轴所需的补偿运动。此时,专业五轴卧式加工中心明显提高。
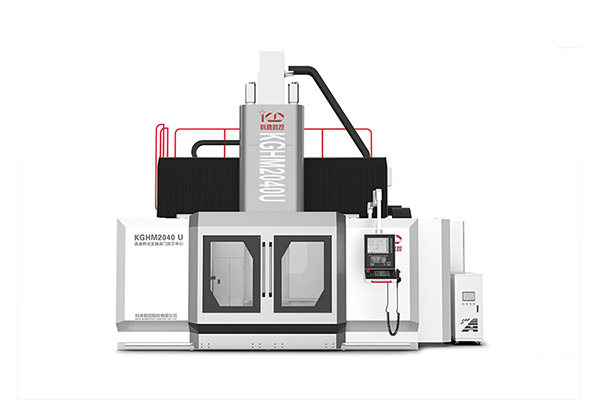
数控系统:是专业五轴卧式加工中心操作的核心大脑。数控功能分为基本功能和选择功能。基本功能不可避免的提供,选择功能只有在用户选择这些功能时才由制造商提供。五轴卧式加工中心数控系统的功能须根据机床的性能需求来选择。在排序时,所需要的功能须完全排序,不能遗漏。同时要避免低使用率的浪费,注意功能之间的相关性。在替代数控系统中,性能差异很大。要根据需要选择,不要单方面追求高指标,以免造成浪费。在选择多台机床时,尽量使用同一厂家的数控系统,使操作、编程和维护更加方便。

五轴加工中心的价格首先与区域有一定的关系。与北方相比,南方的CNC自动化设备起步较早,价格也较贵。随着社会的全面进步,近年来北方的技术优势越来越明显,再加上设备本身的价格优势,五轴卧式加工中心市场呈现出北方市场的特点。其次,五轴卧式加工中心厂家与要加工的样品有很大的关系。加工样品的差异涉及到设备配置的不同,包括伺服电机、附件配置、龙门架结构和其他部件配置。这对五轴加工中心的价格有更全面的影响。市场上五轴加工的价格以综合因素和加工样品的不同为中心,一般在20万到50万之间。



