
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401
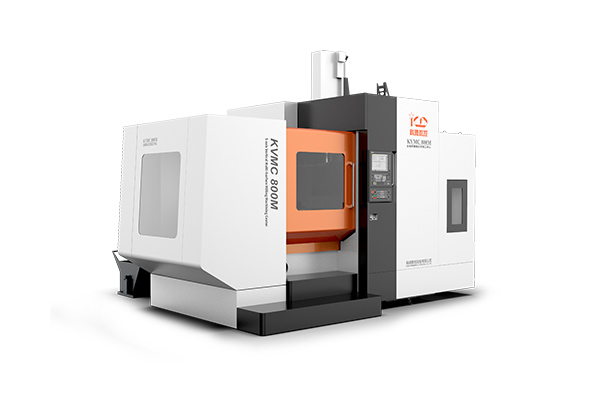
1. 一次装夹可切下大部分或全部工件,提高加工效率。2. 高速铣削可以将传统的多工序加工过程转化为高速切削过程,避免多工序加工造成的累积精度误差。3.具有自诊断、自修复功能,在整个工作状态下,可以随时对数控系统本身以及与之相连的各种设备进行自诊断、自检查。4. 对加工零件适应性强,柔性高,柔性好。无锡五轴加工中心加工复杂工件的工艺单一,节省了大量的时间成本和其他设备投资。5. 各种五轴模具加工中心配备自动工具改变机制可以实现铣、镗、钻、车削、钻孔、铰孔、攻丝和其他进程在同一台机器上同时,现代的数控五轴模具加工中心采用多轴和多面体切割,可以执行不同的切削方式的不同部分在同一时间。6自动参数设定和自动刀具管理系统,动态前馈和预测计算功能,自适应模糊控制功能等。

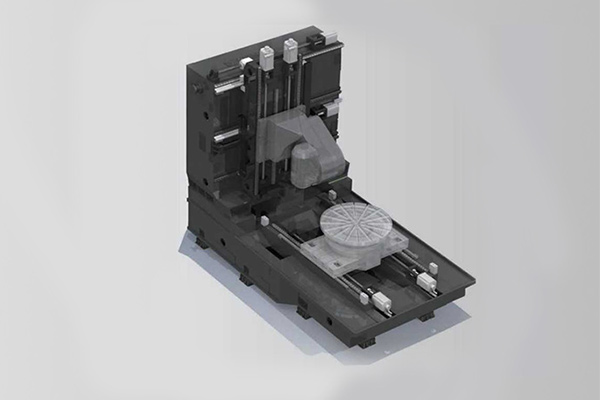
立式加工中心是指主轴处于立式状态的加工中心。其结构多为固定柱,工作台为矩形,无标度旋转功能。适用于加工盘、套、板类零件。数控五轴模具加工中心一般有三个直线运动坐标轴,在工作台上可以安装一个沿水平轴旋转的转台来加工螺旋类零件。五轴模具加工中心安装方便,操作方便,易于观察加工情况,易于程序调试,应用广泛。但由于柱的高度和换刀装置的限制,过高的零件不能加工。在加工型腔或凹轮廓时,切屑不易排出。严重时刀具会损坏,被加工表面会损坏,影响加工的光滑。

车削中心(也称为车削和铣床,车削和铣削中心)是从数控车床发展而来的。在数控车床上完成大部分车削工序后,通常五轴模具加工中心会有一些铣削或钻孔工序。这些工序不能在CNC车床上完成,须在有二次装夹的特殊铣床或钻床上完成。这样,工件误差加大,工作效率低下,等等。为了解决这一矛盾,人们研制了一种带有电动刀架的数控车床,利用电动刀架和车床主轴的C轴分度来完成铣削和钻孔加工。这是数控五轴模具加工中心通常使用固定工具持有人完成工件的外圆、端面和中心孔钻孔、无聊,扭曲和其他流程,和电动工具持有人权力炮塔和C轴的轴函数完成工件铣削、钻孔、攻丝、滚齿机等功能。
动态换刀器的选择主要考虑换刀的时间和可靠性。换刀时间短可以提高生产效率,但换刀时间短。换刀装置一般结构复杂,故障率高,成本高。过于强调换刀时间会大大增加成本,增加故障率。据统计,数控五轴模具加工中心约50%的故障与自动换刀装置有关。因此,五轴模具加工中心在满足使用要求的前提下,尽量选择可靠性高的自动换刀器,降低整机的故障率和成本。

2007年,我国五轴模具加工中心产值位居世界第三,约107.5亿美元,而对外学位(出口比例)仅为15.3%,同样在2007年,德国对外学位高达72%,日本53%,意大利58%。西班牙是52.9%,我们台湾省是78%。虽然我们已经进入了数控五轴模具加工中心的行列,但我们还远远不是机床动力。与国际市场上的主要机床动力相比,还有很大差距。21世纪以后,世界上进口的机床大多是数控机床。从美国进口机床数控率为70%,从中国进口机床数控率为60%。目前,世界数控机床的消费趋势已经从最初的数控电加工机床、数控车床、数控铣床发展到高速多轴加工中心、专用数控机床和成套设备。

加工中心的加工表面的质量和质量的材料,工具的选择,叶片的清晰度,机器的机械刚度在处理)(是否机器震动,驱动器的匹配参数和控制系统(包括步进驱动器)和伺服驱动),控制系统的参数调整等。良好的处理效果与各个因素密切相关,可以根据具体情况确定问题产生的原因,解决此类问题。如何降低数控五轴模具加工中心表面粗糙度?在机床、工件的大小基本上是与一个共同的工具,然后使用金属表面处理设备的工具,而不是原来的普通工具来处理一遍,使五轴模具加工中心工件表面的粗糙度Ra值可以很容易地处理。达到或小于0.2;工件表面显微硬度提高20%以上;工件的表面耐磨性和耐腐蚀性都得到了很大的提高。



