
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401
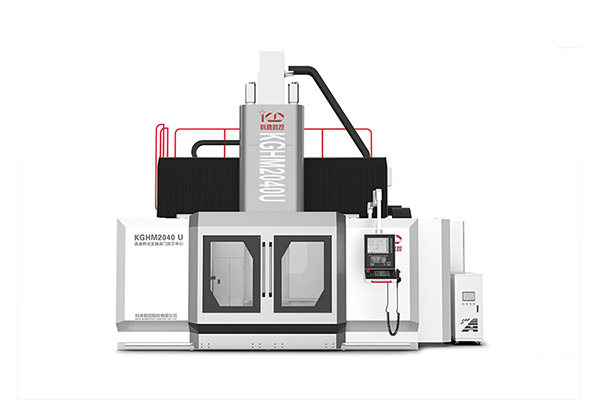
车削中心(也称为车削和铣床,车削和铣削中心)是从数控车床发展而来的。在数控车床上完成大部分车削工序后,通常高速CNC车削中心会有一些铣削或钻孔工序。这些工序不能在CNC车床上完成,须在有二次装夹的特殊铣床或钻床上完成。这样,工件误差加大,工作效率低下,等等。为了解决这一矛盾,人们研制了一种带有电动刀架的数控车床,利用电动刀架和车床主轴的C轴分度来完成铣削和钻孔加工。这是专业高速CNC车削中心通常使用固定工具持有人完成工件的外圆、端面和中心孔钻孔、无聊,扭曲和其他流程,和电动工具持有人权力炮塔和C轴的轴函数完成工件铣削、钻孔、攻丝、滚齿机等功能。

减少生产流程链,提高生产效率。可以安装各种特殊工具,新型工具安排,优势是减少高速CNC车削中心的工具改变时间,提高加工效率的产品,可以转身研磨复合加工可以实现全部或大部分的加工过程,大大降低了产品制造过程时间。这一方面减少了由于卡装方式的改变而产生的生产时间,同时也减少了专业高速CNC车削中心工装夹具的生产周期和期望时间,可以大大提高生产效率。
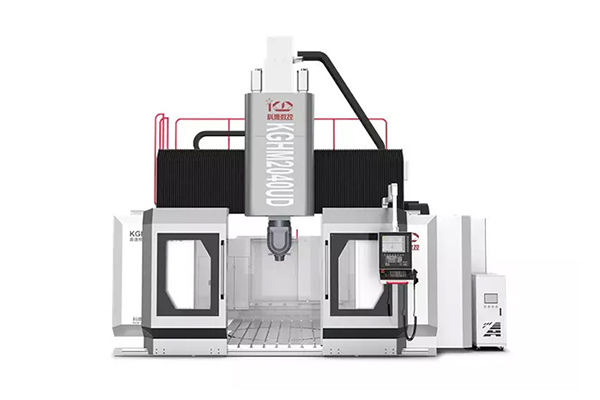
加工大模数、硬齿面、宽齿面和高精度螺旋伞形一直是困扰工业齿轮行业多年的问题。在高速CNC车削中心出现之前,加工这种齿轮的是使用特殊的螺旋加工机。由于这种模数高、精度高的齿轮利润较高,专用机床制造商不对外销售。这种齿轮加工机床,但只销售齿轮,用户无法自己加工齿轮,只能依靠进口。随着越来越重型机械行业,制造瓶颈造成的加工大模数高精度螺旋锥齿轮越来越突出,迫使人们不得不考虑新的处理方法,因此普遍的使用专业高速CNC车削中心的方法加工精度高的大型模块的中心。

加工中心是一台高度自动化的数控铣床,可执行多种加工操作,如面铣、钻孔和攻丝。这是1958年的开发、过程集成和过程自动化。大多数高速CNC车削中心都配备了ATC和自动托盘更换器(APC),每台机器上都安装有多个切割操作,减少了整个加工周期的非生产时间。专业高速CNC车削中心的主轴轴线方向分为卧式和立式两种。卧式加工中心有一个旋转工作台,它与刀具的加工部件有特定的角度。其中有一个转盘卧式加工中心机,可以在短的人力协助下在四个纵向平面夹紧工件。因此,它被广泛应用于卧式加工中心和装卸系统中,实现工件加工的自动化车间。另一方面。立式加工中心广泛应用于模具加工车间。在立式加工中心中,刀具机床只有被装箱工件的顶面,但人类操作者很容易了解刀具的相对运动加工部分。



