
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401

加工中心的加工表面的质量和质量的材料,工具的选择,叶片的清晰度,机器的机械刚度在处理)(是否机器震动,驱动器的匹配参数和控制系统(包括步进驱动器)和伺服驱动),控制系统的参数调整等。良好的处理效果与各个因素密切相关,可以根据具体情况确定问题产生的原因,解决此类问题。如何降低数控简单五轴加工中心表面粗糙度?在机床、工件的大小基本上是与一个共同的工具,然后使用金属表面处理设备的工具,而不是原来的普通工具来处理一遍,使简单五轴加工中心工件表面的粗糙度Ra值可以很容易地处理。达到或小于0.2;工件表面显微硬度提高20%以上;工件的表面耐磨性和耐腐蚀性都得到了很大的提高。
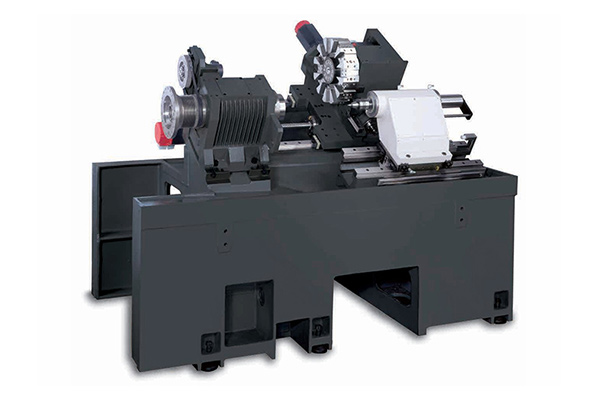
车削中心(也称为车削和铣床,车削和铣削中心)是从数控车床发展而来的。在数控车床上完成大部分车削工序后,通常简单五轴加工中心会有一些铣削或钻孔工序。这些工序不能在CNC车床上完成,须在有二次装夹的特殊铣床或钻床上完成。这样,工件误差加大,工作效率低下,等等。为了解决这一矛盾,人们研制了一种带有电动刀架的数控车床,利用电动刀架和车床主轴的C轴分度来完成铣削和钻孔加工。这是数控简单五轴加工中心通常使用固定工具持有人完成工件的外圆、端面和中心孔钻孔、无聊,扭曲和其他流程,和电动工具持有人权力炮塔和C轴的轴函数完成工件铣削、钻孔、攻丝、滚齿机等功能。

对于模具平面的加工,三轴加工中心需要用球刀进行铣削,以获得良好的表面质量。在这种情况下,刀具路径需要增加,但球头刀的中心旋转线速度几乎为零。简单五轴加工中心模具在加工时,刀具的损伤更大,刀具的使用寿命会缩短,模具的表面质量也会恶化。利用数控简单五轴加工中心加工平面,可以对刀具在工件上进行一定角度的加工,然后对工件进行加工。这样可以提高工件与球头刀具之间的相对直线速度,不仅可以使刀具的使用寿命提高,工件的表面质量也将大大提高。

加工中心起初是由数控铣床发展而来的。1958年,美国首次开发了一个简单五轴加工中心。在数控卧式镗铣床的基础上增加了自动换刀装置,实现一次夹紧工件后铣、钻、镗、铰、攻丝等各种工序的集中加工。自20世纪70年代以来,数控简单五轴加工中心得到了迅速发展。一种可互换的主轴箱加工中心已经出现。配备了多个配有自动更换刀具的多轴主轴箱,可同时对工件进行多孔加工。
顾名思义,数控简单五轴加工中心中心是一种用于实验的五轴加工中心。简单五轴加工中心也被称为数控机床。可以作为教学实验室,也可以作为企业的新产品开发中心。有一种实验装置现在在高中数控机床,特别是五轴机床的实训室里慢慢被接受,它可以被异性加工。由于零件的形状非常不规则,需要从多个方向计算其运行坐标轨迹,因此通常无法通过手工编程完成程序的编写。这时就有必要用计算机软件来编程,也就是用软件手工绘制。加工零件图形,然后让软件自动生成加工程序,然后输入控制系统进行加工,这是五轴数控机床的优点,也是发展的需要。



