
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401

车削中心(也称为车削和铣床,车削和铣削中心)是从数控车床发展而来的。在数控车床上完成大部分车削工序后,通常五轴工具磨削加工中心会有一些铣削或钻孔工序。这些工序不能在CNC车床上完成,须在有二次装夹的特殊铣床或钻床上完成。这样,工件误差加大,工作效率低下,等等。为了解决这一矛盾,人们研制了一种带有电动刀架的数控车床,利用电动刀架和车床主轴的C轴分度来完成铣削和钻孔加工。这是优质五轴工具磨削加工中心通常使用固定工具持有人完成工件的外圆、端面和中心孔钻孔、无聊,扭曲和其他流程,和电动工具持有人权力炮塔和C轴的轴函数完成工件铣削、钻孔、攻丝、滚齿机等功能。
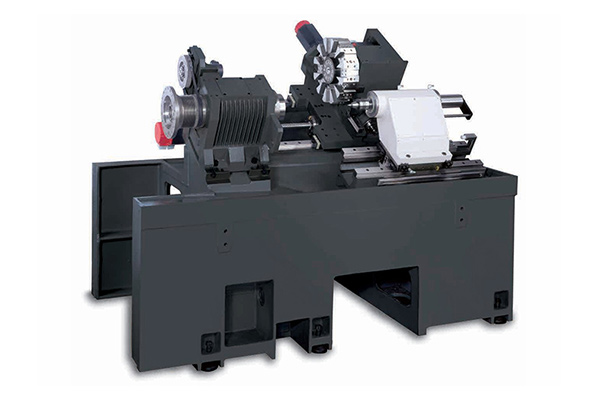
减少生产流程链,提高生产效率。可以安装各种特殊工具,新型工具安排,优势是减少五轴工具磨削加工中心的工具改变时间,提高加工效率的产品,可以转身研磨复合加工可以实现全部或大部分的加工过程,大大降低了产品制造过程时间。这一方面减少了由于卡装方式的改变而产生的生产时间,同时也减少了优质五轴工具磨削加工中心工装夹具的生产周期和期望时间,可以大大提高生产效率。
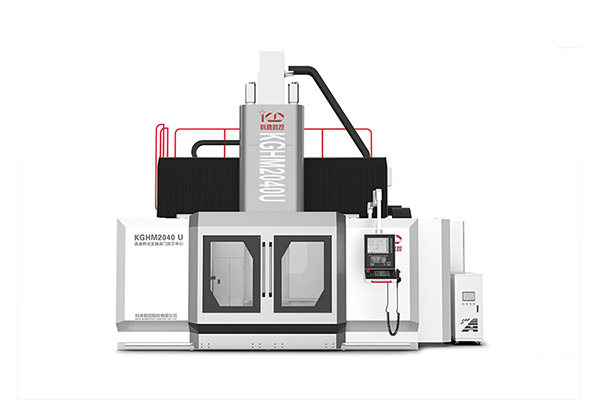
五轴加工设备集计算机控制、高性能伺服驱动和加工技术于一体,用于加工连续、光滑、复杂的曲面。在木材加工行业,特别是在定制实木家具的造型中,其结构和造型逐渐趋向于复杂和多曲线。与传统的两轴、三轴数控机床相比,优质五轴工具磨削加工中心技术在加工制造复杂的木制品时具有加工更多自由度更明显的优势,加工产品的质量也更好。目前,中国木工机床行业应该从数控技术的普及,并逐步开发成套,大规模并完成车削、铣削、雕刻、钻孔、镗孔加工工件的五轴工具磨削加工中心一次洞,铰孔,锯、开槽、喷砂等流程。

无锡五轴加工中心机床是一种用工具切割金属工件的装置。该机床具有一夹刀装置和一夹刀装置。在切削过程中,刀具和工件须相对移动。根据刀具和工件的运动状态,切削过程包括车削和铣削。车削是固定刀具的旋转,铣削是固定刀具的旋转。优质五轴工具磨削加工中心是一台高度自动化的数控铣床,配有数控系统、刀具库和自动换刀器。五轴工具磨削加工中心的床身有柱、主轴箱、工作台、进给装置、自动换刀装置和数控装置。在使用时,根据工件图纸制定技术方案,编制计算机程序进行处理的工件,将项目发送到数控加工中心设备,把工具放在自动改变工具,数控设备驱动的垂直相关组件加工中心自动选择和更换工具,在主轴上安装工具,使刀具和工件执行程序规定的相应运动。

加工大模数、硬齿面、宽齿面和高精度螺旋伞形一直是困扰工业齿轮行业多年的问题。在五轴工具磨削加工中心出现之前,加工这种齿轮的是使用特殊的螺旋加工机。由于这种模数高、精度高的齿轮利润较高,专用机床制造商不对外销售。这种齿轮加工机床,但只销售齿轮,用户无法自己加工齿轮,只能依靠进口。随着越来越重型机械行业,制造瓶颈造成的加工大模数高精度螺旋锥齿轮越来越突出,迫使人们不得不考虑新的处理方法,因此普遍的使用优质五轴工具磨削加工中心的方法加工精度高的大型模块的中心。



