
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401

在五轴加工中,采用平底立铣刀保持复杂模具加工表面的立面,可大大缩短加工时间。五轴联动加工中心的原理也适用于有角度表面的侧铣,消除了球端铣刀造成的肋状纹理,使模具表面质量更加理想,减少了对模具表面的清洁。手工铣削和手工工作的工作量。通过五轴加工技术,解决了复杂角度下工件重新定位需要多次调试和装夹的问题,不仅缩短了时间,而且大大减少了产生的误差。安装工件时所需的工装夹具也节省了大量的成本,机床还实现了对复杂零件的加工,如对复杂表面的钻孔、锥度加工、腔凹度加工等,这是传统方法无法做到的。优质五轴联动加工中心所用的刀具比较短,可以一次加工整个零件。在同一三轴加工中,不需要再次安装卡或使用所需的较长刀具,使用时间更短。完成内部模具的生产,零件表面质量也很好。

反应测量部分包括编码器、光栅尺等。经常要检查各个部件的连杆是否松动,是否有油污或灰尘的清洗,灰尘和细小的铁尘会损坏这些部件。经常检查被连接机床的外部三相供电电压是否正常;检查电气元件环节是否良好;使用CRT显示诊断屏幕,检查五轴联动加工中心各开关是否有效;检查继电器、接触器是否工作正常,接触器是否工作良好;热继电器、限弧等保护元件是否有效;检查优质五轴联动加工中心电器柜外部部件是否过热。对于接触器的接触不良,接触器可以拆卸,和低温氧化表面的接触可以对一个小文件,然后碎片可以用脱脂棉和酒精被消灭,重组,然后使用万用表进行接触连续性测试。
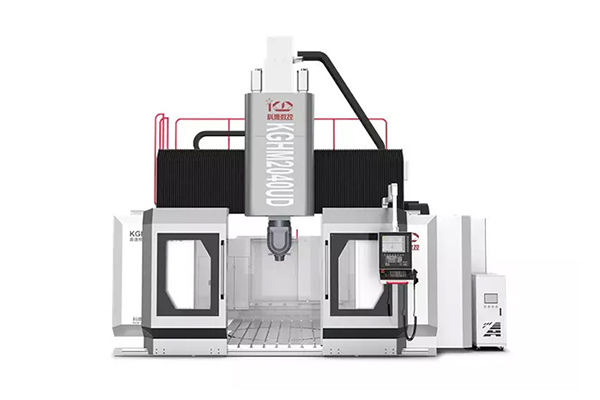
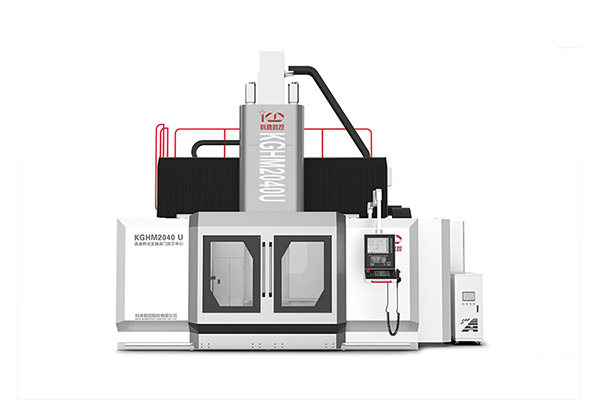
床型五轴加工中心分为:立式加工中心、卧式加工中心、龙门加工中心和虚拟轴加工中心。将机床加工中心分为:带刀具库和机器人的加工中心、不带机器人的加工中心和炮塔式加工中心。精度可分为:普通加工中心和优质五轴联动加工中心。该控制系统的功能分为:二坐标加工中心、三坐标加工中心和多坐标加工中心。按五轴联动加工中心规模分类:车削加工中心、切削加工中心、镗铣加工中心、磨削加工中心、EDM加工中心等。
在汽车模具制造过程中,如果使用三轴加工中心加工深腔模具,须加长刀柄和刀具才能实现。然而,当使用优质五轴联动加工中心加工更深和更陡峭的腔,你需要给模具加工创造更好的五轴联动加工中心工艺条件。额外的旋转和摇摆的工件或主轴头可以适当缩短工具的长度,从而防止碰撞的工具的工具栏和空心墙,并减少工具在处理过程中抖动和损伤,工具的使用寿命延长,模具的表面质量和加工效率大大提高。
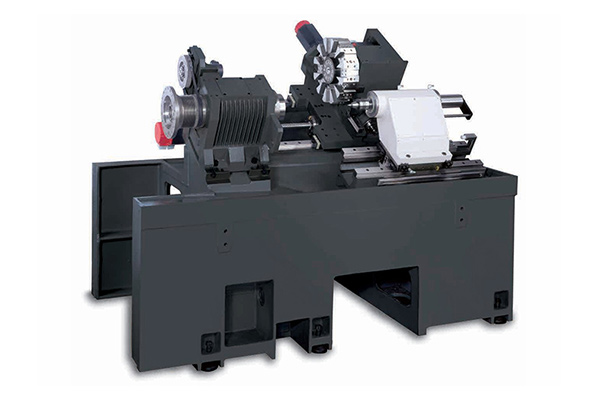
1. 工序范围广;五轴联动加工中心主要用于加工各种旋转表面和旋转体的端面,也可用于加工新凹槽、气螺孔等。如:小轴、机床主轴、筒体、大型发电机转子等。高生产效率;可选择高切削速度、回料量、进给量。3.优质五轴联动加工中心加工成本低;刀具结构简单,锐化安装方便;该夹具作为机床的附件生产,能满足一般零件的装夹要求,生产准备时间短。4. 加工精度范围广;5. 高速精车削是加工有色金属高精度旋转表面的主要方法。采用硬质合金、立方氮化硼或金刚石刀具,切削速度快,回料量小,进料量小。

车削中心(也称为车削和铣床,车削和铣削中心)是从数控车床发展而来的。在数控车床上完成大部分车削工序后,通常五轴联动加工中心会有一些铣削或钻孔工序。这些工序不能在CNC车床上完成,须在有二次装夹的特殊铣床或钻床上完成。这样,工件误差加大,工作效率低下,等等。为了解决这一矛盾,人们研制了一种带有电动刀架的数控车床,利用电动刀架和车床主轴的C轴分度来完成铣削和钻孔加工。这是优质五轴联动加工中心通常使用固定工具持有人完成工件的外圆、端面和中心孔钻孔、无聊,扭曲和其他流程,和电动工具持有人权力炮塔和C轴的轴函数完成工件铣削、钻孔、攻丝、滚齿机等功能。



