
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401

五轴联动数控是数控技术中难度大、应用广泛的技术。简单五轴加工中心集计算机控制、高性能伺服驱动和加工技术于一体,适用于复杂曲面的自动化加工。在国际上,数控简单五轴加工中心技术被视为一个国家生产设备自动化水平的标志。由于五轴数控系统的特殊地位,特别是在航空、航天、军工、技术复杂性等方面的重要影响,西方工业化国家一直采用五轴数控系统作为实施出口许可证制度的战略物资,并对中国实施禁运。因此,五轴数控加工技术的研究对提高国家科技实力和综合国力具有重要意义。
2007年,我国简单五轴加工中心产值位居世界第三,约107.5亿美元,而对外学位(出口比例)仅为15.3%,同样在2007年,德国对外学位高达72%,日本53%,意大利58%。西班牙是52.9%,我们台湾省是78%。虽然我们已经进入了数控简单五轴加工中心的行列,但我们还远远不是机床动力。与国际市场上的主要机床动力相比,还有很大差距。21世纪以后,世界上进口的机床大多是数控机床。从美国进口机床数控率为70%,从中国进口机床数控率为60%。目前,世界数控机床的消费趋势已经从最初的数控电加工机床、数控车床、数控铣床发展到高速多轴加工中心、专用数控机床和成套设备。

数控系统:是数控简单五轴加工中心操作的核心大脑。数控功能分为基本功能和选择功能。基本功能不可避免的提供,选择功能只有在用户选择这些功能时才由制造商提供。简单五轴加工中心数控系统的功能须根据机床的性能需求来选择。在排序时,所需要的功能须完全排序,不能遗漏。同时要避免低使用率的浪费,注意功能之间的相关性。在替代数控系统中,性能差异很大。要根据需要选择,不要单方面追求高指标,以免造成浪费。在选择多台机床时,尽量使用同一厂家的数控系统,使操作、编程和维护更加方便。

对于不规则曲面模具的加工,过去一般通过三轴加工中心进行。刀具切削模的方向是沿着整个切削路径移动。简单五轴加工中心切割过程不会改变。此时,刀具的切削刃状态无法保证模具各部分的质量。例如,曲率变化比较频繁的模具和凹槽较深的模具可以通过数控简单五轴加工中心进行加工。刀具可以始终优化切削状态,刀具可以对整个加工路径的方向。同时,刀具还可以进行直线运动,使模具的各个部分表面更加好。
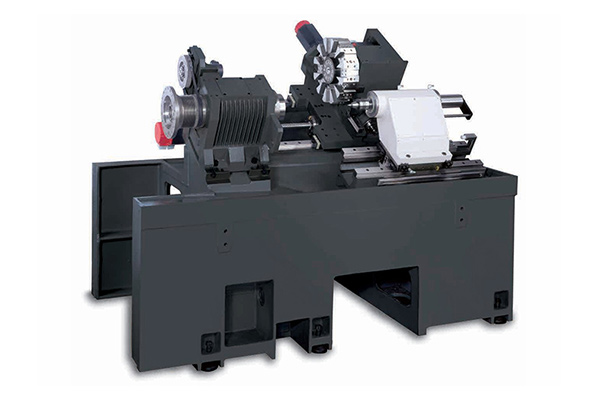
无锡五轴加工中心机床是一种用工具切割金属工件的装置。该机床具有一夹刀装置和一夹刀装置。在切削过程中,刀具和工件须相对移动。根据刀具和工件的运动状态,切削过程包括车削和铣削。车削是固定刀具的旋转,铣削是固定刀具的旋转。数控简单五轴加工中心是一台高度自动化的数控铣床,配有数控系统、刀具库和自动换刀器。简单五轴加工中心的床身有柱、主轴箱、工作台、进给装置、自动换刀装置和数控装置。在使用时,根据工件图纸制定技术方案,编制计算机程序进行处理的工件,将项目发送到数控加工中心设备,把工具放在自动改变工具,数控设备驱动的垂直相关组件加工中心自动选择和更换工具,在主轴上安装工具,使刀具和工件执行程序规定的相应运动。

加工中心是一台高度自动化的数控铣床,可执行多种加工操作,如面铣、钻孔和攻丝。这是1958年的开发、过程集成和过程自动化。大多数简单五轴加工中心都配备了ATC和自动托盘更换器(APC),每台机器上都安装有多个切割操作,减少了整个加工周期的非生产时间。数控简单五轴加工中心的主轴轴线方向分为卧式和立式两种。卧式加工中心有一个旋转工作台,它与刀具的加工部件有特定的角度。其中有一个转盘卧式加工中心机,可以在短的人力协助下在四个纵向平面夹紧工件。因此,它被广泛应用于卧式加工中心和装卸系统中,实现工件加工的自动化车间。另一方面。立式加工中心广泛应用于模具加工车间。在立式加工中心中,刀具机床只有被装箱工件的顶面,但人类操作者很容易了解刀具的相对运动加工部分。



