
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401

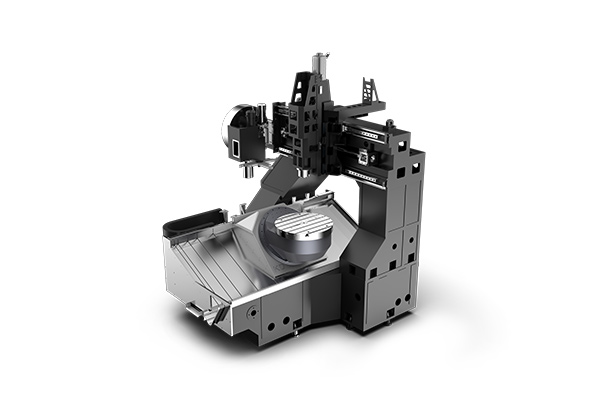
顾名思义,优质五轴工具磨削加工中心中心是一种用于实验的五轴加工中心。五轴工具磨削加工中心也被称为数控机床。可以作为教学实验室,也可以作为企业的新产品开发中心。有一种实验装置现在在高中数控机床,特别是五轴机床的实训室里慢慢被接受,它可以被异性加工。由于零件的形状非常不规则,需要从多个方向计算其运行坐标轨迹,因此通常无法通过手工编程完成程序的编写。这时就有必要用计算机软件来编程,也就是用软件手工绘制。加工零件图形,然后让软件自动生成加工程序,然后输入控制系统进行加工,这是五轴数控机床的优点,也是发展的需要。

近年,国际、国内机床展览会表明,数控机床正向高速、高精度、复合型方向发展。复合加工的目标是在一台机床上一次装夹完成大部分或全部的切削加工,以保证工件的位置精度,提高加工效率。为了适应多面体和曲面的加工,国外数控镗铣床和优质五轴工具磨削加工中心都采用了包括五轴联动功能在内的多轴加工技术。扩大五轴工具磨削加工中心的联动功能,可以大大提高加工中心的加工能力,促进系统的进一步集成。近来,国际机床行业出现了一种新的概念,即通用加工,数控机床既可以转动又可以进行五轴铣削。国内外五轴数控机床的实际应用表明,五轴数控机床的加工效率相当于两台三轴机床,甚至可以完全省去一些大型自动化生产线的投资,大大节省了不同制造单元的空间和工件。临时运输的时间和费用。

动态换刀器的选择主要考虑换刀的时间和可靠性。换刀时间短可以提高生产效率,但换刀时间短。换刀装置一般结构复杂,故障率高,成本高。过于强调换刀时间会大大增加成本,增加故障率。据统计,优质五轴工具磨削加工中心约50%的故障与自动换刀装置有关。因此,五轴工具磨削加工中心在满足使用要求的前提下,尽量选择可靠性高的自动换刀器,降低整机的故障率和成本。

对于不规则曲面模具的加工,过去一般通过三轴加工中心进行。刀具切削模的方向是沿着整个切削路径移动。五轴工具磨削加工中心切割过程不会改变。此时,刀具的切削刃状态无法保证模具各部分的质量。例如,曲率变化比较频繁的模具和凹槽较深的模具可以通过优质五轴工具磨削加工中心进行加工。刀具可以始终优化切削状态,刀具可以对整个加工路径的方向。同时,刀具还可以进行直线运动,使模具的各个部分表面更加好。
在汽车模具制造过程中,如果使用三轴加工中心加工深腔模具,须加长刀柄和刀具才能实现。然而,当使用优质五轴工具磨削加工中心加工更深和更陡峭的腔,你需要给模具加工创造更好的五轴工具磨削加工中心工艺条件。额外的旋转和摇摆的工件或主轴头可以适当缩短工具的长度,从而防止碰撞的工具的工具栏和空心墙,并减少工具在处理过程中抖动和损伤,工具的使用寿命延长,模具的表面质量和加工效率大大提高。



