
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401
1. 机床不能回到原点:1。机床卡住了。开关触点不良3。原信号源故障;解决方法是清理轨道异物(断电操作);检查开关装置是否完好;检查信号源是否损坏。二、处理中心不通电:解决办法是更换电源开关,检查电源电压是否正常;检查电路是否完好;检查是否接触不良。检查机床继电器是否损坏。三是微型五轴加工中心刀库失效:1。更换工具时突然不动2。更换工具时不要松开工具3。刀卡不动,解决办法是检查气压是否正常;松动的工具可能损坏或气缸损坏;检查是否有积水;检查信号灯是否正常,是否被异物挡住。4. 处理中心气压不足:解决方法是检查气源是否有气压;检查气管开关是否损坏;检查开关是否正常。五、数控微型五轴加工中心急停:解决方法是检查急停开关是否拍照。若急停按钮未拍照,检查急停按钮线是否接触不良;如果没有,重新启动并检查系统是否损坏。
显然,人们早就认识到五轴数控技术的优越性和重要性。但到目前为止,微型五轴加工中心的应用仍局限于少数资金充足的部门,存在着尚未解决的问题。五轴数控技术为什么没有得到很长时间的广泛普及?数控微型五轴加工中心由于在加工空间中的干涉和刀具姿态控制,其数控编程、数控系统和机床结构都比三轴机床复杂得多。目前,全球五轴数控技术普遍存在以下问题。

加工精度:它直接影响您产品的质量。当很多人否定你的机床精度不好的时候,就会直接影响买家的决定。我们对精度的要求是由微型五轴加工中心产品本身决定的。数控微型五轴加工中心过程中出现的精度偏差是加工精度的问题,买方须仔细观察。有些人不了解市场,直接说机床的精度就是加工精度。请问这台机床是用这台机床的床身吗?不正是由于电机主轴的原因,在样品或道次上标注的位置精度就是机床的精度,而进度偏差就是整个过程系统中所发生偏差的总和。
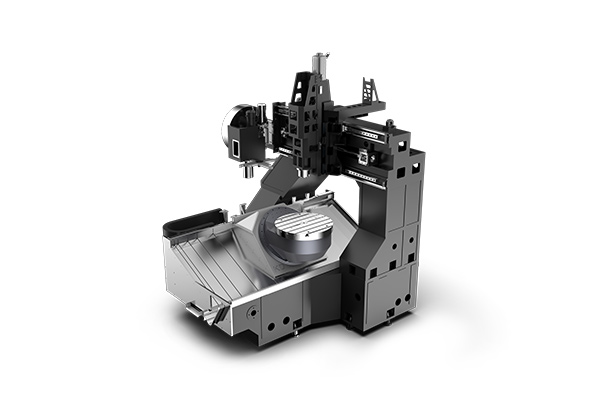
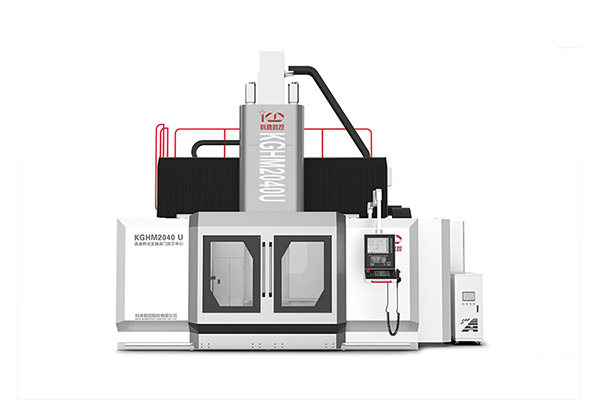
立式加工中心是指主轴处于立式状态的加工中心。微型五轴加工中心结构多为固定柱,工作台为矩形,无标度旋转功能。适用于加工盘、套、板类零件。数控微型五轴加工中心一般有三个直线运动坐标轴,在工作台上可以安装一个沿水平轴旋转的转台来加工螺旋类零件。立式加工中心安装方便,操作方便,易于观察加工情况,易于程序调试,应用广泛。但由于柱的高度和换刀装置的限制,过高的零件不能加工。在加工型腔或凹轮廓时,切屑不易排出。严重时刀具会损坏,被加工表面会损坏,影响加工的光滑。卧式加工中心是指具有卧式主轴的加工中心,通常带有自动分度转台。它通常有3到5个运动坐标。通常有三个直线运动坐标加上一个旋转运动坐标。一次安装完卡后,除安装面和顶面外其余四个面加工完成。与立式加工中心相比,卧式加工中心在加工过程中容易去除切屑,利于加工,但结构复杂,价格更高。



