
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401

对于不规则曲面模具的加工,过去一般通过三轴加工中心进行。刀具切削模的方向是沿着整个切削路径移动。五轴万能加工中心切割过程不会改变。此时,刀具的切削刃状态无法保证模具各部分的质量。例如,曲率变化比较频繁的模具和凹槽较深的模具可以通过数控五轴万能加工中心进行加工。刀具可以始终优化切削状态,刀具可以对整个加工路径的方向。同时,刀具还可以进行直线运动,使模具的各个部分表面更加好。
加工精度:它直接影响您产品的质量。当很多人否定你的机床精度不好的时候,就会直接影响买家的决定。我们对精度的要求是由五轴万能加工中心产品本身决定的。数控五轴万能加工中心过程中出现的精度偏差是加工精度的问题,买方须仔细观察。有些人不了解市场,直接说机床的精度就是加工精度。请问这台机床是用这台机床的床身吗?不正是由于电机主轴的原因,在样品或道次上标注的位置精度就是机床的精度,而进度偏差就是整个过程系统中所发生偏差的总和。

减少空间中的空间,降低生产成本。紧凑优雅的外观设计,五轴万能加工中心改进了空间应用方式,更方便的保护和维修,让客户满意;虽然单一价格的车削和铣削复合加工设备相对较高,因为生产过程链的减少和所需产品的设备,以及工装夹具的数量,车间空间和设备保护成本,数控五轴万能加工中心可以有效地减少总体成本的固定资产投资、生产操作和管理。
车削中心(也称为车削和铣床,车削和铣削中心)是从数控车床发展而来的。在数控车床上完成大部分车削工序后,通常五轴万能加工中心会有一些铣削或钻孔工序。这些工序不能在CNC车床上完成,须在有二次装夹的特殊铣床或钻床上完成。这样,工件误差加大,工作效率低下,等等。为了解决这一矛盾,人们研制了一种带有电动刀架的数控车床,利用电动刀架和车床主轴的C轴分度来完成铣削和钻孔加工。这是数控五轴万能加工中心通常使用固定工具持有人完成工件的外圆、端面和中心孔钻孔、无聊,扭曲和其他流程,和电动工具持有人权力炮塔和C轴的轴函数完成工件铣削、钻孔、攻丝、滚齿机等功能。

加工中心起初是由数控铣床发展而来的。1958年,美国首次开发了一个五轴万能加工中心。在数控卧式镗铣床的基础上增加了自动换刀装置,实现一次夹紧工件后铣、钻、镗、铰、攻丝等各种工序的集中加工。自20世纪70年代以来,数控五轴万能加工中心得到了迅速发展。一种可互换的主轴箱加工中心已经出现。配备了多个配有自动更换刀具的多轴主轴箱,可同时对工件进行多孔加工。

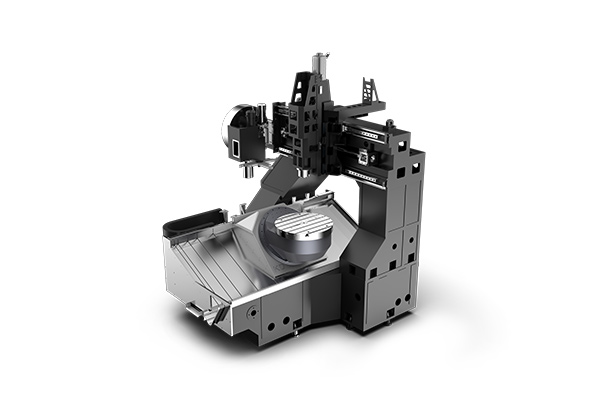
卧式加工中心是指具有卧式主轴的加工中心,通常带有自动分度转台。五轴万能加工中心通常有3到5个运动坐标。通常有三个直线运动坐标加上一个旋转运动坐标。一次安装完卡片后,除安装面和顶面外其余四个面处理完毕。适合添加箱体零件。与立式加工中心相比,数控五轴万能加工中心在加工过程中容易去除切屑,有利于加工,但结构复杂。价格较高的五轴加工中心,即具有X、Y、Z、A、C五个加工能力方向的CNC加工中心。随着技术自动化的进一步发展,设备有家具、塑料模具、汽车、模具制造等。工业应用越来越广泛。



