
联系人:张经理
电话:18001513978
邮箱:zl@honor-dox.com
网址:www.honor-dox.com
地址:新吴区天安智慧城A3-401

反应测量部分包括编码器、光栅尺等。经常要检查各个部件的连杆是否松动,是否有油污或灰尘的清洗,灰尘和细小的铁尘会损坏这些部件。经常检查被连接机床的外部三相供电电压是否正常;检查电气元件环节是否良好;使用CRT显示诊断屏幕,检查双主轴车削中心各开关是否有效;检查继电器、接触器是否工作正常,接触器是否工作良好;热继电器、限弧等保护元件是否有效;检查数控双主轴车削中心电器柜外部部件是否过热。对于接触器的接触不良,接触器可以拆卸,和低温氧化表面的接触可以对一个小文件,然后碎片可以用脱脂棉和酒精被消灭,重组,然后使用万用表进行接触连续性测试。

1. 五轴加工中心可以创建的工艺条件处理的端铣刀通过额外的旋转和摇摆的工件或主轴头当处理越来越陡蛀牙,并避免工具,工具栏和腔壁的碰撞类型减少抖动和刀具破损的风险处理工具,从而帮助改善模具的表面质量,加工效率和工具的耐用性。2. 数控双主轴车削中心可以完成一次整个部分的处理,使用较短的工具,而不需要再次安装卡或使用工具需要在同一个硬件加工时间越长,并且它可以在更短的时间内交付零件的表面质量也理想。3.双主轴车削中心的技术消除了工件在复杂角度再次定位时所需要的多次调试和夹紧。这样不仅节省了时间,而且大大减少了误差,节省了工件就地安装所需的工装夹具等昂贵的成本。4. 使机床能够加工复杂的零件,这是其他方法无法做到的,包括在复杂表面上通常需要的钻孔、凹腔和锥度加工。
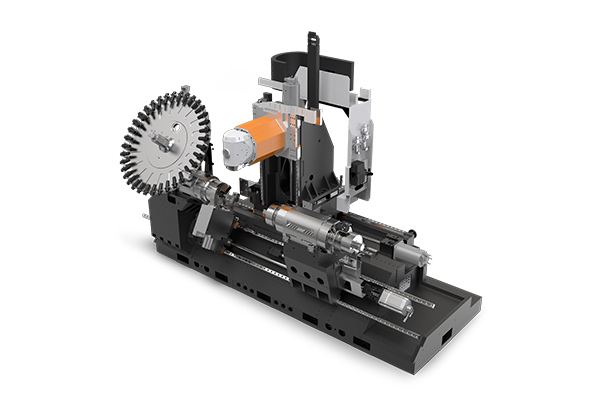
车削中心(也称为车削和铣床,车削和铣削中心)是从数控车床发展而来的。在数控车床上完成大部分车削工序后,通常双主轴车削中心会有一些铣削或钻孔工序。这些工序不能在CNC车床上完成,须在有二次装夹的特殊铣床或钻床上完成。这样,工件误差加大,工作效率低下,等等。为了解决这一矛盾,人们研制了一种带有电动刀架的数控车床,利用电动刀架和车床主轴的C轴分度来完成铣削和钻孔加工。这是数控双主轴车削中心通常使用固定工具持有人完成工件的外圆、端面和中心孔钻孔、无聊,扭曲和其他流程,和电动工具持有人权力炮塔和C轴的轴函数完成工件铣削、钻孔、攻丝、滚齿机等功能。
2007年,我国双主轴车削中心产值位居世界第三,约107.5亿美元,而对外学位(出口比例)仅为15.3%,同样在2007年,德国对外学位高达72%,日本53%,意大利58%。西班牙是52.9%,我们台湾省是78%。虽然我们已经进入了数控双主轴车削中心的行列,但我们还远远不是机床动力。与国际市场上的主要机床动力相比,还有很大差距。21世纪以后,世界上进口的机床大多是数控机床。从美国进口机床数控率为70%,从中国进口机床数控率为60%。目前,世界数控机床的消费趋势已经从最初的数控电加工机床、数控车床、数控铣床发展到高速多轴加工中心、专用数控机床和成套设备。



